
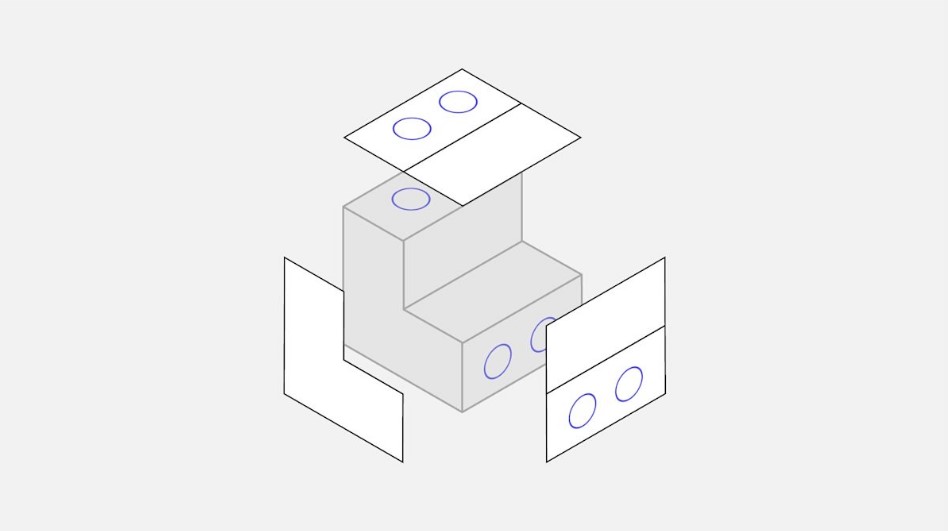
El acceso a la herramienta es una de las principales limitaciones de diseño en Mecanizado CNC. Para llegar a todas las superficies del modelo, la pieza de trabajo debe girarse varias veces.
Cada vez que se gira la pieza de trabajo, la máquina debe recalibrarse y se debe definir un nuevo sistema de coordenadas.
Mientras se diseña, es importante considerar las configuraciones de la máquina por dos razones:
El número total de configuraciones de la máquina afecta el costo. Rotar y realinear la pieza requiere un trabajo manual y aumenta el tiempo de mecanizado total. Esto a menudo es aceptable si la pieza debe rotarse hasta tres o cuatro veces, pero cualquier cosa por encima de este límite es excesivo.
Para lograr la máxima precisión posicional relativa, se deben mecanizar dos características en la misma configuración. Esto se debe a que el nuevo paso de calibración introduce un error pequeño (pero no desplegable).
A La máquina CNC de 5 ejes mueve herramientas de corte o piezas a lo largo de cinco ejes al mismo tiempo. Mecanizado CNC de múltiples eje puede fabricar piezas con geometrías complejas, ya que ofrecen dos ejes rotacionales adicionales. Estas máquinas eliminan la necesidad de múltiples configuraciones de máquina.
El mecanizado CNC de cinco ejes permite que la herramienta permanezca constantemente tangencial al superficie de corte. Las rutas de herramientas pueden ser más intrincadas y eficientes, lo que resulta en piezas con mejor acabado superficial y tiempos de mecanizado más bajos.
Dicho esto, el CNC de 5 ejes tiene sus limitaciones. La geometría básica de la herramienta y las limitaciones de acceso a la herramienta aún se aplican (por ejemplo, las piezas con geometrías internas no se pueden mecanizar). Además, el costo de usar tales sistemas es más alto.
Los subcortes son características que no se pueden mecanizar utilizando herramientas de corte estándar, ya que algunas de sus superficies no son accesibles directamente desde arriba.
Hay dos tipos principales de subcortes: lotes T y colas de doblete. Los subcabortes pueden ser unilateral o de doble cara y se mecanizan utilizando herramientas especiales.
Las herramientas de corte en T están hechas de un cuchilla de corte horizontal unido a un eje vertical. El ancho de un recorte puede variar entre 3 mm y 40 mm. Recomendamos usar tamaños estándar para el ancho (es decir, incrementos de milímetro entero o fracciones de pulgada estándar), ya que es más probable que una herramienta apropiada ya esté disponible.
Para cola de cola herramientas de corte, el ángulo es el tamaño de la característica definitoria. Tanto las herramientas de cola de milano de 45 y 60 grados se consideran estándar. También existen herramientas con un ángulo de 5, 10 y hasta 120 grados (a incrementos de 10 grados), pero se usan con menos frecuencia.
 SUSCRÍBETE A NUESTRO BOLETÍN
SUSCRÍBETE A NUESTRO BOLETÍN
WHATSAPP : +86-15375471059
Correo electrónico : allan@safekeso.com
Número de teléfono : +86 15375471059



















